[VIP第1年] 指数:3
[VIP第1年] 指数:3
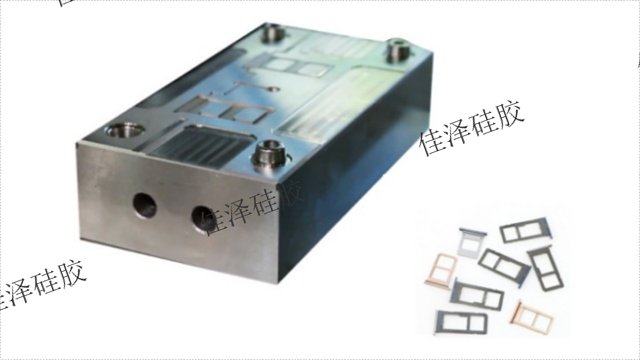
注塑工艺参数混合与计量:双组分(A/B)液态硅胶通过精密计量泵按1:1比例混合。注射压力:低压注塑(10-50 bar),防止飞边。硫化条件:温度:120-200°C(取决于LSR配方)。时间:硫化时间与部件厚度正相关(通常每毫米厚度需20-40秒)。后处理工艺脱模:利用顶针或压缩空气辅助脱模(LSR收缩率低,约0.1-0.3%)。二次硫化:部分产品需在200°C烘箱中固化2-4小时,提升机械性能。液态硅胶包胶成型是一种高附加值的精密工艺,其**在于材料相容性、模具设计和工艺参数优化。液态硅胶包胶成型提升产品防水、防尘、防震性能,赋予产品手感视觉效果,从而提高产品附加值和市场竞争力。广州婴儿碗液态硅胶包胶成型技术
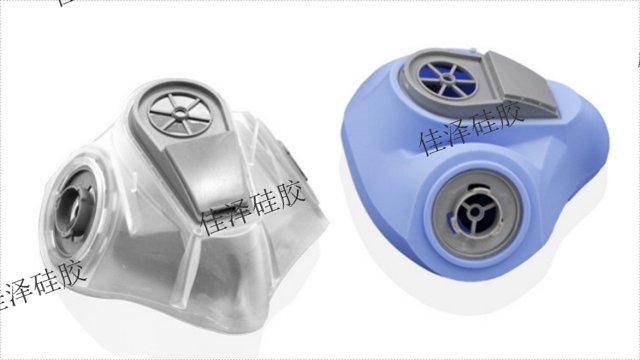
综上所述,液态硅胶注塑包胶工艺以其独特的优势和广泛的应用领域,在现代制造业中发挥着越来越重要的作用。随着科技的不断进步和市场的不断变化,液态硅胶注塑包胶工艺也将不断创新和改进,以满足更高的生产要求和市场需求。液态硅胶包胶成型是一种先进的制造工艺,它涉及将液态硅胶材料通过特定工艺包覆在预制的基材(如塑胶、五金、玻璃等)表面,形成紧密贴合的硅胶层。此外,随着3D打印技术的快速发展,液态硅胶包胶的制造过程将更加灵活和高效。广州全面罩液态硅胶包胶成型有限公司包胶成型中液态硅胶能够紧密贴合模具表面,形成光滑细腻的表面效果,提升产品的整体质感。

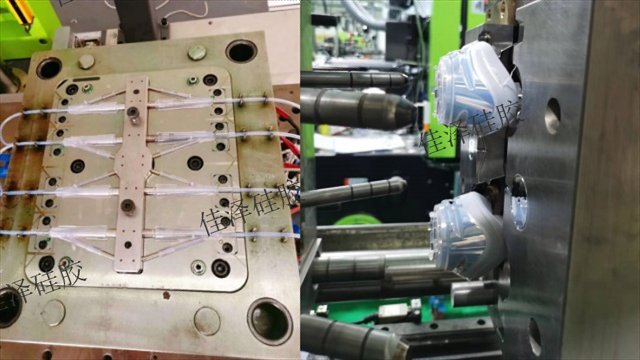
二、包胶成型工艺**步骤基材预处理基材类型:常见基材为工程塑料(如PC、PA、PBT)、金属或硬质硅胶。表面处理:通过等离子处理、火焰处理或底涂剂(Primer)提高表面活性,增强LSR与基材的粘接力。模具设计与加热模具需具备高精度,型腔设计考虑LSR的流动性(流道、排气槽设计)。模具温度通常控制在30-80°C(根据材料和工艺调整)。注塑成型混合与注塑:A/B双组分液态硅胶通过计量泵精确混合,注入模具包覆基材。硫化过程:高温(120-200°C)下硫化,LSR交联固化,与基材形成化学/物理结合。成型时间:硫化时间根据厚度和温度调整,通常在几秒到几分钟。脱模与后处理脱模后需去除毛边(可通过冷冻去毛边工艺)。二次硫化(Post Cure):部分产品需在高温烘箱中进一步固化以提升性能。
一、液态硅胶注塑包胶的**工艺基材选择与预处理基材类型:塑料:常用PC、PA、PBT等耐高温工程塑料(需耐受硫化温度)。金属:不锈钢、铝合金等(需表面粗糙化或涂层处理)。硬质硅胶:通过共硫化实现无缝结合。表面处理:化学法:涂覆底涂剂(Primer,如硅烷偶联剂)增强粘接。物理法:等离子处理、火焰处理或喷砂,提高表面活性。模具设计关键点冷流道系统:防止液态硅胶在流道中提前硫化(冷流道与热流道结合)。排气设计:LSR流动性高但易裹气,需密集排气槽(0.01-0.02mm深度)。分型面精度:避免溢胶(合模间隙需≤0.02mm)。温度控制:模具温度通常为30-80°C(避免基材热变形)。液态硅胶包胶成型是一种先前的注塑成型工艺,它结合了液态硅胶优异性能和注塑技术成熟,应用于多个领域。

液态硅胶注塑包胶制品是通过注塑成型工艺将硅胶材料包覆在其他基材(如塑料、金属等)上的一种复合制品。这种制品结合了硅胶的柔软性、耐高低温、耐腐蚀性以及基材的强度、硬度等优点,广泛应用于各个领域。液态硅胶注塑包胶工艺以其独特的优势和广泛的应用领域,在现代制造业中发挥着越来越重要的作用。随着科技的不断进步和市场的不断变化,液态硅胶注塑包胶工艺也将不断创新和改进,以满足更高的生产要求和市场需求。更多内容马上致电液态硅胶包胶成型对设备、模具和原材料要求较高,需要严格把控各个环节工艺参数,才能保证产品质量和性能。喉罩液态硅胶包胶成型加工厂家
液态硅胶包胶在注塑过程中,需要精确把控液态硅胶流动性和固化特性,以确保其在模具中均匀分布和充分填充。广州婴儿碗液态硅胶包胶成型技术
四、发展趋势随着科技的进步和市场的不断变化,硅胶注塑包胶制品的发展趋势呈现出以下几个方向:高性能化:通过改进硅胶材料和注塑工艺,提高制品的物理性能、耐高低温性能和化学稳定性等。环保化:采用环保无毒的硅胶材料和生产工艺,减少对环境的影响。智能化:结合传感器、控制器等智能元件,实现制品的智能化控制和监测。定制化:根据客户需求进行定制化设计和生产,满足不同领域和场合的应用需求。更多应用还在开发的阶段,会有更多技术的突破。广州婴儿碗液态硅胶包胶成型技术
文章来源地址: http://xiangsu.huanbaojgsb.chanpin818.com/shryxjzp/deta_26950143.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。